



Liquid ring vacuum pumps for vacuum trucks
Choosing the right vacuum pump shouldn’t be complicated. While the laws of physics set the boundaries, true performance is measured where it counts – at the end of the suction hose. Flow capacity is also determined by hose dimension, not solely by pump specifications.. With our Truck Master series, we’ve taken the guesswork out of pump selection. Each pump is named after the optimal hose size it is designed for — making it simple, logical, and easy to choose the right model for your truck.
Truck Master 6 → for 6” suction hoses
Truck Master 5 → for 5” hoses … down to Truck Master 2 & 3 for compact urban trucks with 2” & 3” hoses
This straightforward approach ensures the pump, truck, and hose work seamlessly together, delivering reliable performance every time. By aligning natural system limits with product naming, we’ve created a range that is as easy to understand as it is efficient in operation.
Truck Master series: the smart, simplified way to select your liquid ring vacuum pump.

Truck Master 2
For 2″ vacuum trucks
Designed for vacuum trucks that operate with 2″ suction hose.
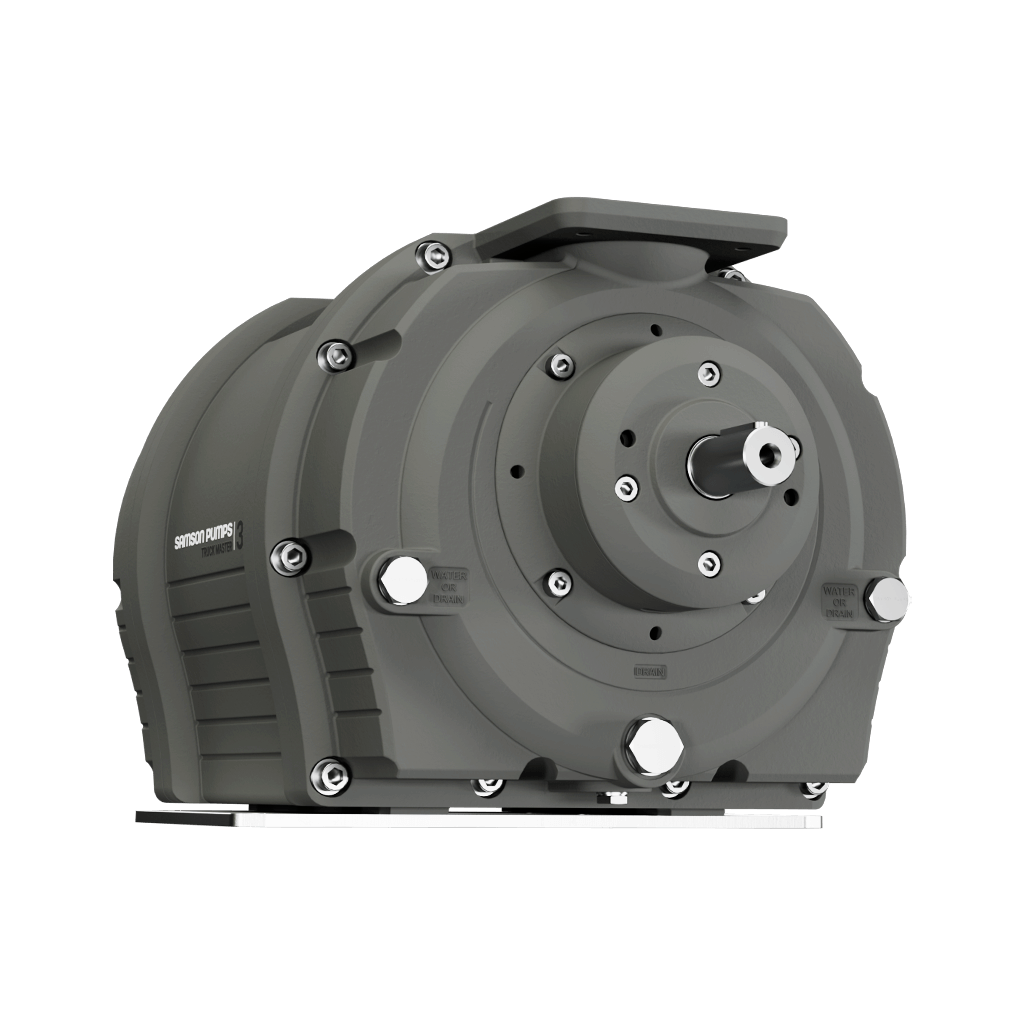
Truck Master 3
For 3″ vacuum trucks
Designed for vacuum trucks that operate with 3″ suction hose or smaller.
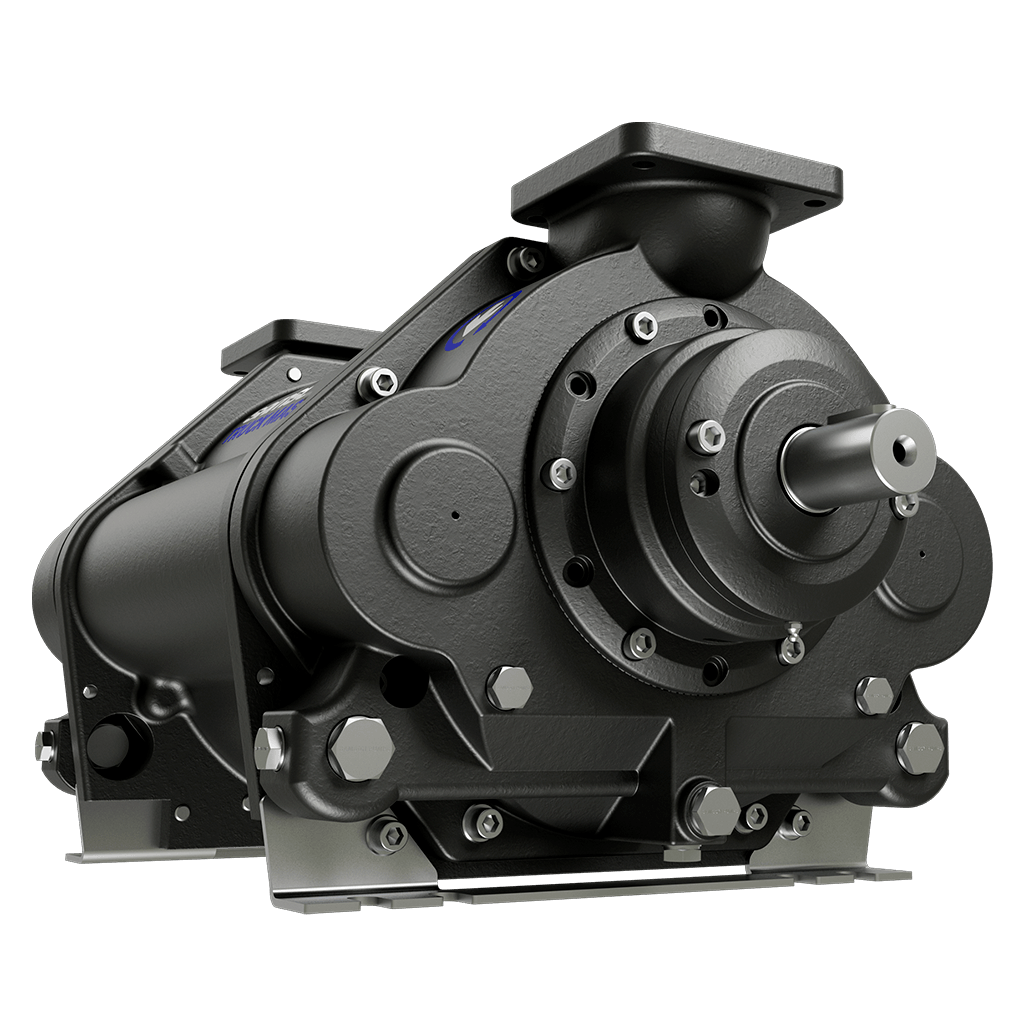
Truck Master 4
For 4″ vacuum trucks
Designed for vacuum trucks that operate with 4″ suction hose or smaller.
Truck Master 5
For 5″ vacuum trucks
Designed for vacuum trucks that operate with 5″ suction hose or smaller.

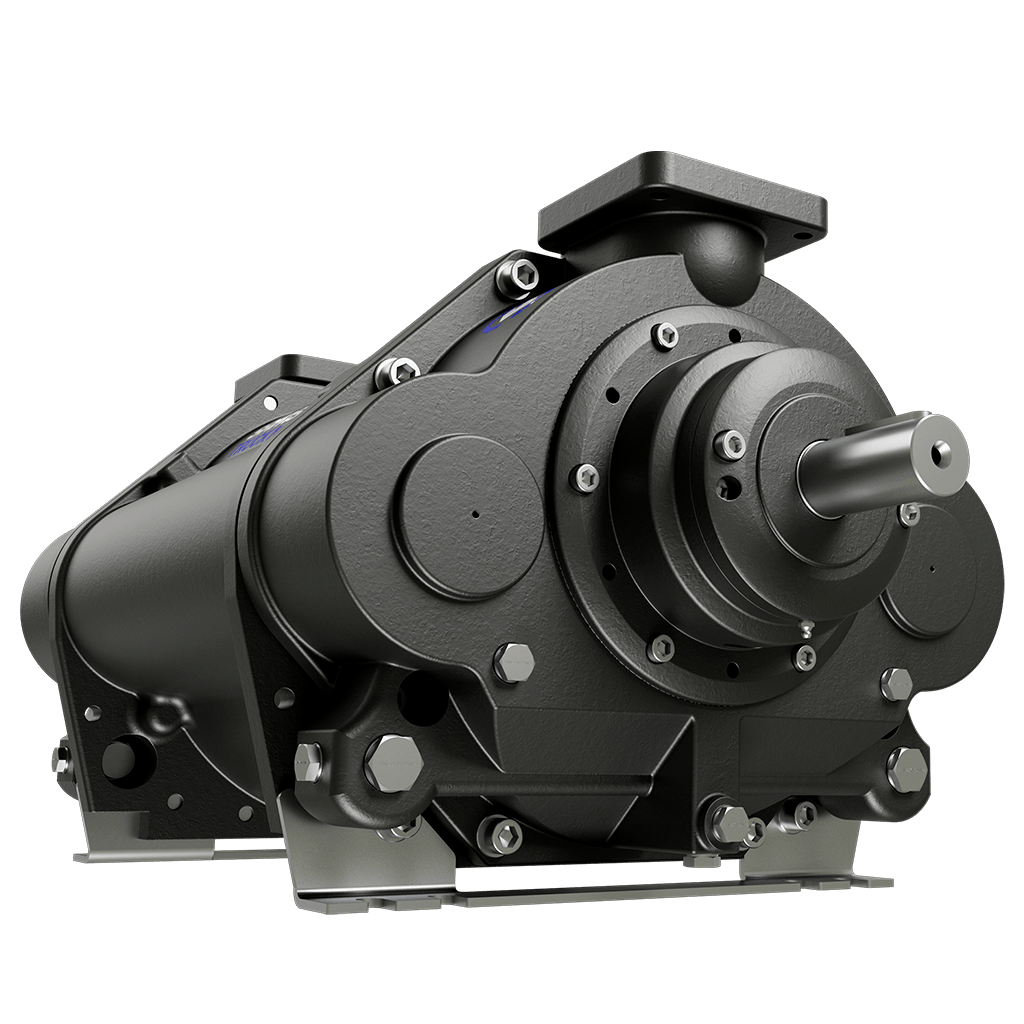
Truck Master 6
For 6″ vacuum trucks
Designed for vacuum trucks that operate with 6″ suction hose or smaller.
How much water the pumps use?
Depending on the application and operational conditions. With 40 liters the Future Series Truck Master 2 will give you a 10-hour full-day operation. And the Truck Master 6 will do the same with 400 liters. So, the use case determines the water consumption. Most often it is less than you would think. With your specifications we can do a simulation with Solution Finder.
What is the noise level of liquid ring pumps during operation?
At a 7m distance the sound pressure will be as low as 64 dB(A). Noise levels vary from vacuum pumps. Liquid ring vacuum pumps are by far the less noisy of all types. In comparison a super quiet washing machine will be rated at 60 dB(A).
For which jobs can I use these pumps?
On vacuum trucks the liquid ring pumps are used for a broad range of applications. Emptying individual households’ septic tanks, keeping underground infrastructure clean in cities, and handling wet waste from all kinds of industries.
Are there any hazardous emissions?
From liquid ring pumps there are only clean exhaust. The pump only uses water an therefore there will be no hazardous emissions. No harm to operators’ health and no stains or oil films are left on works sites when the jobs is done.
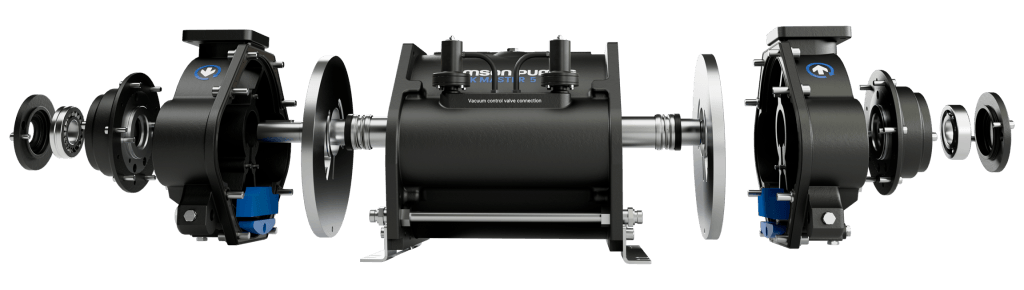
Why are liquid ring used for vacuum trucks?

Low noise
level

Sustainable
operations

Requires minimal maintenance

Provides a safer working environment

Requires no
extra filters
Switch on the higher performance
Watch our case
How to build
Guidelines to build your system
Dimensioning the vacuum system for a vehicle is essential for it’s performance in operation and as an investment. Explore how you can build a future-proof liquid ring vacuum truck.


Solution Finder
Simulate how your future vacuum system will perform
Let us calculate the best vacuum solution according to your specifications.

Product Center
Order what you need in just a click
Make your own quote or order the pumps and spare parts you need.
Stay updated
Sign up to our newsletter and let us keep you up to date with current trends and new solutions in the vacuum pump industry.